- Three Pre-alloyed Powder Manufacturing Methods
- Advantages of Pre-alloyed Powders for Diamond Tool Manufacturing
- Research Status of Pre-alloyed Powder in European and American Countries
- Research Status of Pre-alloyed Powder in China
- Performance Evaluation of Pre-alloyed Powder
- Development and Prospect of Pre-alloyed Powders for Diamond Tools
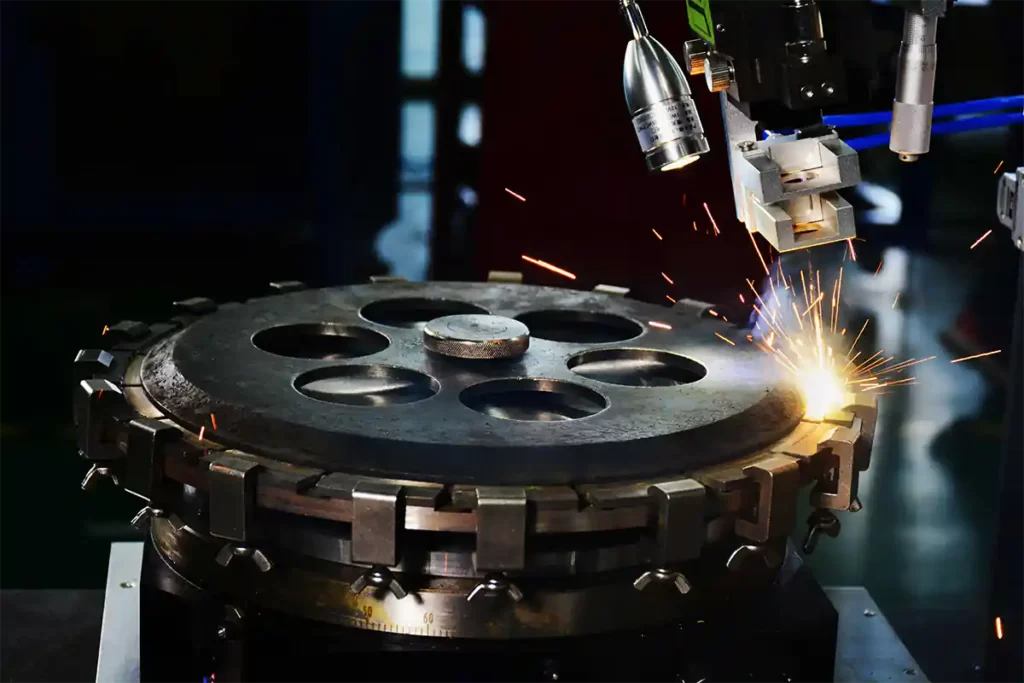
In the diamond tool industry, matrix materials are traditionally produced by mechanical mixing of single-element metal powders. The mixed powder particles are relatively coarse, the powder surface is easily oxidized, and the sintering activity is poor. The sintering temperature of the matrix materials obtained by this method is high, the composition of the matrix materials is uneven, and sometimes complete alloying cannot be achieved.
In order to overcome the above shortcomings and improve the performance of diamond tool matrices, people began to study the pre-alloying of matrix powder.
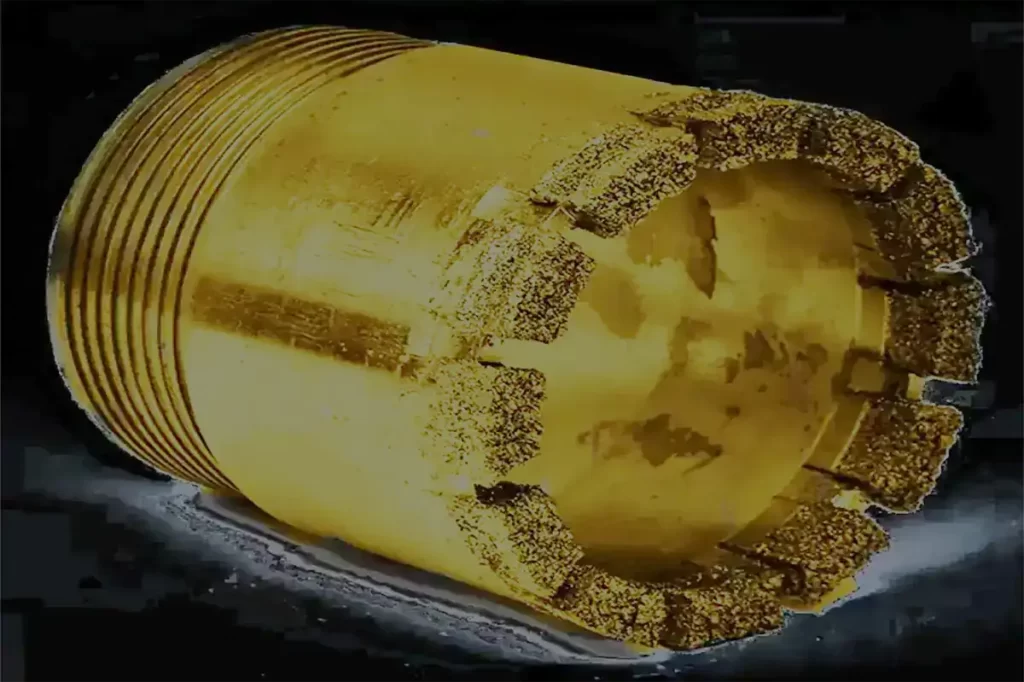
Since the concept of pre-alloyed powder was proposed in the 1990s, the application of pre-alloyed powder in diamond tool manufacturing has become more and more extensive. At present, in the manufacturing process of most diamond saw blades, core drilling bits and other products, in addition to pure cobalt(Co), a considerable proportion of pre-alloyed powder is used, and their application fields are constantly expanding. Especially in recent years, research on iron(Fe)-based pre-alloyed powders has been carried out extensively to replace part or all of nickel(Ni) and cobalt(Co). The product performance is better, the manufacturing cost is also significantly reduced, and good technical achievements and economic benefits have been achieved.
Three Pre-alloyed Powder Manufacturing Methods
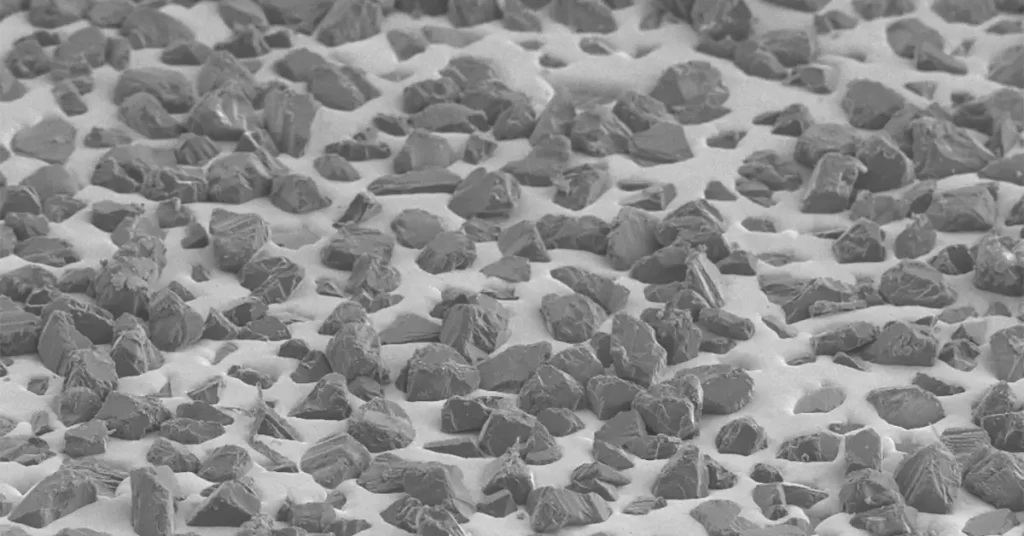
Pre-alloyed powder since each powder particle contains various metal elements that make up the alloy, the pre-alloyed powder has a fairly good compositional uniformity. There are three main methods for making pre-alloyed powders: atomization, hydrometallurgy, and mechanical alloying.
Manufacture of Pre-alloyed Powder by Atomization
The high-pressure atomization method of pre-alloyed powder is to pre-melt the metals of various components into alloys according to the designed matrix formula before sintering, and then atomize and spray the powder to obtain the matrix powder with the required particle size(grit). The atomization method can use water atomization or gas atomization. Gas atomization can use air, nitrogen or argon and other gases, the cooling speed is fast, the powder particles are fine, the powder yield is high, and the cost is low. By adjusting the geometric size of the nozzle, controlling the atomizing medium and other process parameters, metal powders of a certain size and shape (spherical or irregular shape) can be obtained.
Manufacture of Pre-alloyed Powder by Hydrometallurgy
Hydrometallurgy is to dissolve metal ions in water, and mix different element metals in the alloy (such as cobalt, copper, and iron sulfite solution) in the correct proportion to form metal salts, and then precipitate and reduce to obtain very fine metal salts. Metal alloy powder, the particle size is below 10μm, the shape is spherical porous agglomerate, has good fluidity, compaction and good sintering performance, low sintering temperature, high hardness, and good toughness. It has a good grip for diamonds so that the diamond tools made can perform cutting & grinding & polishing well.
Manufacture of Pre-alloyed Powder by Mechanical Alloying
The mechanical alloying method is to place two or more metal powders in a high-energy ball grinding equipment, and through intense impact and collision between the powder particles and the grinding balls for a long time, the powder particles are repeatedly cold welded and broken, so that the atoms of powder particles diffuse to obtain the pre-alloyed powder.
Advantages of Pre-alloyed Powders for Diamond Tool Manufacturing
The eutectic melting point of various metal materials in the pre-alloyed powder is much lower than the melting point of the single element in the alloy. During the sintering process, as long as the temperature reaches a point above the liquidus of the pre-alloyed powder, the powder of the entire bonding metal component will melt. Therefore, the sintering temperature of the pre-alloyed powder is low.
The use of pre-alloyed powders in diamond tools has the following significant advantages:
- The element distribution of the pre-alloyed powder cutter head is more uniform than that of the mechanically mixed powder cutter head, which fundamentally avoids component segregation.
- The pre-alloyed powder is fully alloyed and has a uniform structure, which greatly improves the compressive and flexural strength of the sintered product, and is easy to meet the performance requirements of the diamond product matrix.
- Since the pre-alloying greatly reduces the activation energy required for the diffusion of metal atoms during the sintering process, the sintering temperature is reduced, and the sintering time is shortened, which can avoid high-temperature damage to the diamond.
- The sintering temperature is low, which reduces energy consumption and is conducive to reducing costs.
- The consumption of graphite molds is reduced, which is also conducive to reducing costs.
- The pre-alloyed powder has strong oxidation resistance and good sintering performance.
- The pre-alloyed powder matrix has high hardness and high impact strength.
- The pre-alloyed powder can improve the holding force of the diamond, and the diamond has a higher protrusion, thereby improving the sharpness of the diamond tool and prolonging its service life of the tool.
- In the case of the same cutting performance, the use of pre-alloyed powder can reduce the diamond concentration by 15% to 20%, making the production cost lower.
Cobalt-substituting Pre-alloyed Powder VS Cobalt Pre-alloyed Powder
Cobalt has many superior properties, such as good diamond holding ability, good sintering performance, high product density, good compatibility with other metal powders, and has been widely used in diamond tool pre-alloyed powders.
However, due to its high price, unstable supply channels, and strategic resource status in the aerospace, defense industry, cemented carbide and battery industries, the development and production of diamond tool pre-alloy powder in recent years has mainly focused on cobalt-substituting pre-alloy powders, which has the following characteristics:
- The chemical composition of pre-alloyed powder is developed towards low-cobalt and cobalt-free matrix to further reduce cost and improve cost performance.
- The performance of the pre-alloyed powder is further improved. For example, various methods are used to improve the density, impact strength and hardness of pre-alloyed powder, reduce its sintering temperature, reduce the generation of brittle phase, and improve the uniformity of its composition.
- The product is developed to the full pre-alloying of the matrix. Different from the earliest production of basic pre-alloyed powders, the pre-alloyed powders developed recently are all pre-alloyed powder matrix for specific purposes without adding other powders.
Research Status of Pre-alloyed Powder in European and American Countries
At present, the diamond tool industry is mainly devoted to the research of pre-alloy ratio, sintering performance, physical and mechanical properties, particle size refinement, laser welding, etc., in order to obtain low-cost, high-performance pre-alloyed powder and improve the comprehensive performance of diamond tools. In Europe and America, there are mainly French Eurotungstene, German Dr. Fritsch, Belgium Umicore company to produce pre-alloyed powder, which is widely used in the production of diamond tools such as saw blades and drills with excellent performance.
Eurotungstene NEXT, Keen Series Pre-alloyed Powder
Since Eurotungstene developed the NEXT series of pre-alloyed powders in 1997, Eurotungstene has continued to expand the range of NEXT series of pre-alloyed powders and successively launched NEXT100, NEXT2O0, NEXT300, and NEXT900. NEXT series are cobalt-substituting sub-micron pre-alloyed powder for diamond tools, which not only lowers sintering temperature and cost, but also improves tool life and performance by enhancing diamond holding ability.
The Main Parameters of NEXT Series Pre-alloyed Powder
| NEXT Series | Main Ingredient | Theoretical Density (g/cm³) |
Fisher Size (μm) |
Sintering Temperature (℃) |
Sintering Pressure (kg/cm²) |
Hardness (HRB) |
|---|---|---|---|---|---|---|
| NEXT100 | Co, Fe, Cu | 8.62 | 0.8~1.8 | 800~825 | 350 | 108~110 |
| NEXT200 | Co, Fe, Cu | 8.75 | 0.8~1.8 | 725~755 | 350 | 103 |
| NEXT300 | Co, Fe, Cu | 8 | 6 | 750 | 350 | 98~100 |
| NEXT900 | Co, Fe, Cu | 8.08 | 3 | – | – | – |
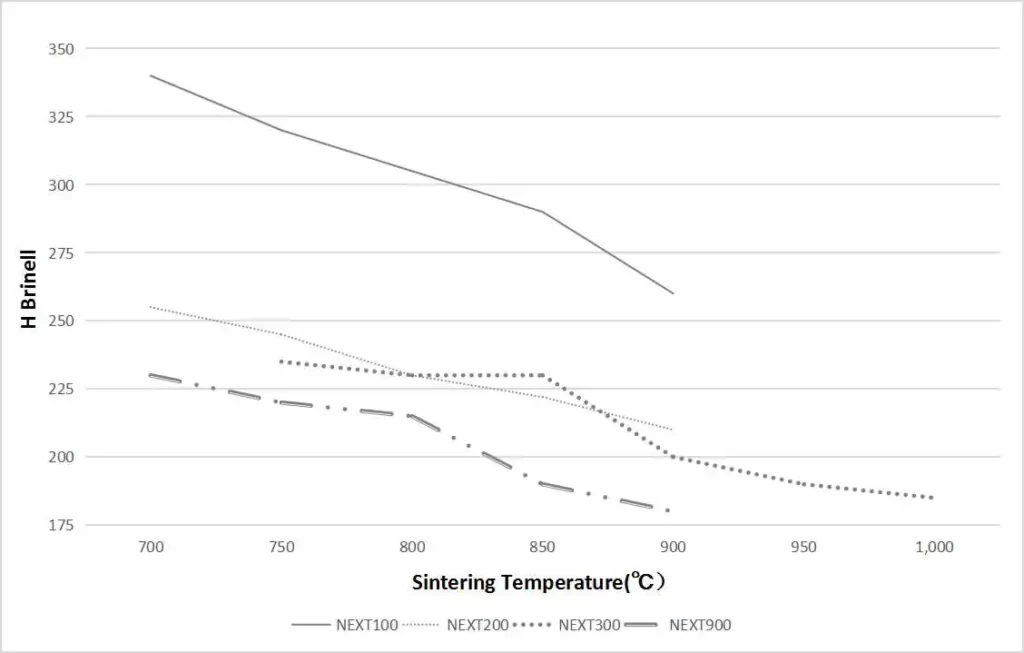
The Sintering Graph of NEXT Series Pre-alloyed Powder
The Main Parameters of Keen Series Pre-alloyed Powder
According to reports, in 2005, Eurotungstene launched the Keen series of pre-alloyed powders, which mainly improved the toughness of the matrix, so that the hardness and toughness of the matrix were better matched, and the toughness remained unchanged when the matrix hardness increased. The Keen series pre-alloyed powder is mainly used to manufacture saw blades and wire saws for cutting concrete, asphalt and stone with high hardness and strong abrasiveness, such as granite. The Keen series pre-alloyed powder is divided into Keen10 and Keen20.
| Keen Series | Percentage of Oxygen (%wt) |
Theoretical Density (g/cm³) |
Fisher Size (μm) |
Percentage of Cobalt (%) |
Sintering Temperature (℃) |
|---|---|---|---|---|---|
| Keen10 | 0.5 | 8.25 | 2.5 | 25 | 850 |
| Keen20 | 0.3 | 8.47 | 2.5 | 19 | 975 |
Dr.Fritsch Diabase Series Pre-alloyed Powder
Dr Fritsch‘s Diabase series of pre-alloyed powders mainly include V15, V18 and V21 models. Diabase-V21 is researched and developed on the basis of Diabase-V18 pre-alloyed powder, which has higher ductility and nearly doubled the impact strength. Diabase-V21 is mainly used as a matrix material for cutting and drilling granite and concrete tools. In actual use, it can be used alone or mixed with some elements suitable for special use requirements. Diabase-V21 also has good laser weldability .
The Main Parameters of Diabase Series Pre-alloyed Powder
| Diabase Series | Main Ingredient | Theoretical Density (g/cm³) |
Fisher Size (μm) |
Sintering Temperature (℃) |
Sintering Pressure (kg/cm²) |
Hardness (HRB) |
|---|---|---|---|---|---|---|
| V15 | Co, Fe, Cu | 8.08 | 0.8~1.8 | 900 | 350 | 108~110 |
| V18 | Co, Fe, Cu | 8.0~8.12 | 0.8~1.8 | 780~860 | 350 | 100~104 |
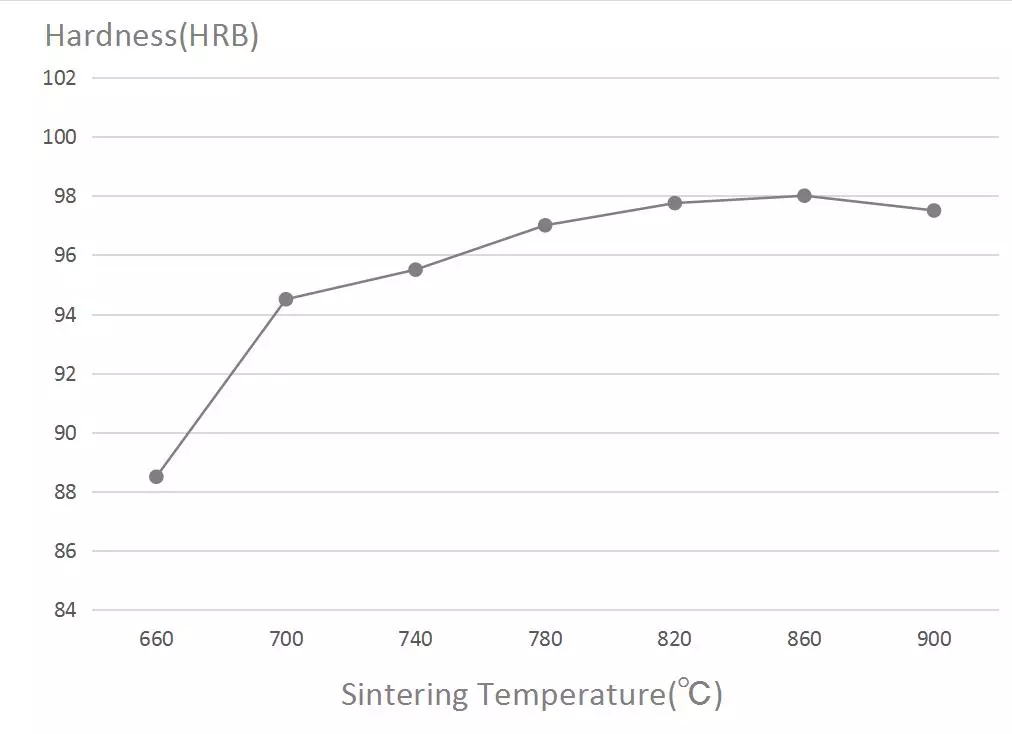
| V21 | Co, Fe, Cu | 7.82~9.0 | – | 700~860 | 350 | 94~101 |
The Sintering Graph of Diabase-V21 Pre-alloyed Powder

Umicore Cobalite Series Pre-alloyed Powder
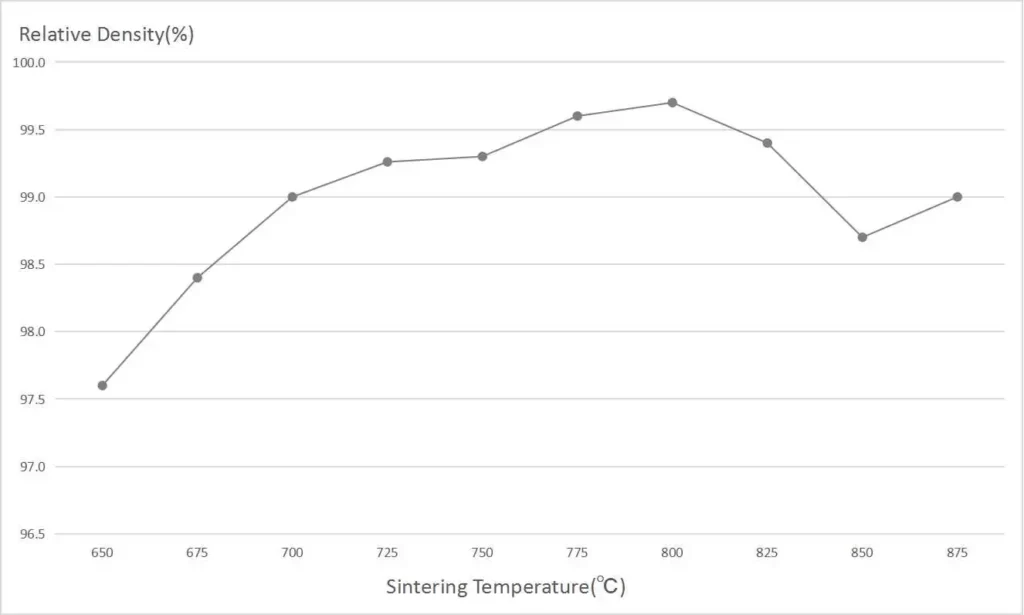
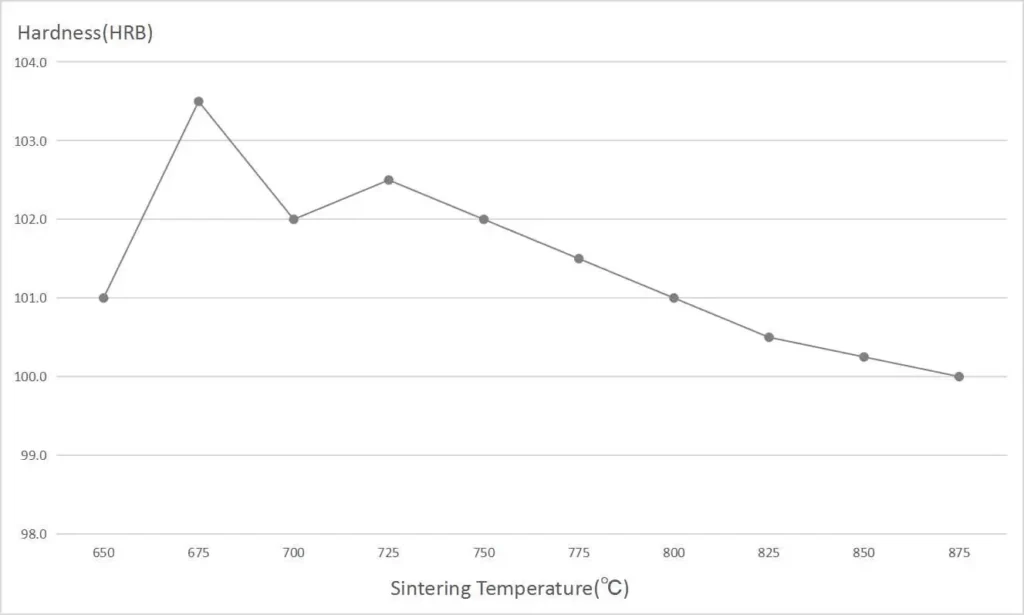
In order to meet the high-performance construction application requirements of diamond tools, Umicore has developed Cobalite HDR and Cobalite CNF pre-alloyed powder on the basis of Cobalite601 using the hydrometallurgy process. Cobalite HDR (Co27%, Cu7%, Fe66%) is a high-hardness, high-toughness, high-wear-resistance iron-based binder with excellent holding power for the diamond under fast cutting conditions, and has good laser weldability. Cobalite HDR is generally not recommended for pressureless sintering due to its lower copper content. Cobalt-free nickel pre-alloyed powder Cobalite CNF can be sintered at a low temperature of 675 ℃ because it does not contain Co and Ni, which is the lowest sintering temperature among the current pre-alloyed powder. It has excellent pressureless sintering performance, which overcomes the disadvantage of the very high temperatures of cobalt powder during sintering (especially pressureless sintering). Cobalite CNF adopts tin solid solution strengthening, while adding tungsten reduces the formation of intermetallic compounds and overcomes the negative effect of adding tin, and uses oxide (Y2O) dispersion strengthening to improve the strengthening effect, so the sintered matrix has high hardness and sufficient toughness.
The Main Parameters of Cobalite Series Pre-alloyed Powder
| Diabase Series | Main Ingredient | Theoretical Density (g/cm³) |
Fisher Size (μm) |
Sintering Temperature (℃) |
Hardness (HRB) |
|---|---|---|---|---|---|
| Cobalite 601 | Co, Fe, Cu | 8.18~8.20 | 4.9~5.0 | 750~850 | 98 |
| Cobalite HDR | Co, Fe, Cu | 8.19 | 6~7 | 775~850 | 108 |
| Cobalite CNF | Co, Fe, Cu | 8.18 | 1.4~2.7 | 675~875 | – |
The Sintering Graph of Cobalite CNF Pre-alloyed Powder
Research Status of Pre-alloyed Powder in China
China’s Shanghai Research Institute of Materials, Beijing Center for Crystal R&D – Chinese Academy of Sciences, Hunan Metallurgy Material Institute Co., Ltd., Powder Metallurgy Research Institute – Central South University, Gripm Advanced Materials Co., Ltd., Advanced Technology & Materials Co., Ltd (AT&M), and Faculty Of Engineering – China University Of Geosciences also conducted research on pre-alloyed powders.
It is particularly worth mentioning that the low-cobalt or cobalt-free pre-alloys and full-matrix pre-alloys recently developed by Hunan Forlong Advanced Materials Co.,Ltd. have the functions of a new generation of pre-alloys. Among them, Gripm Advanced Materials Co., Ltd. uses hydrometallurgy to launch YHJ series of pre-alloyed powders, and Advanced Technology & Materials Co., Ltd (AT&M) uses high-pressure water atomization to prepare Follow series of pre-alloyed powders, which have formed large-scale industrial production and can be supplied in batches.
Gripm YHJ Series Pre-alloyed Powder
The pre-alloyed powders produced by Gripm Advanced Materials Co., Ltd. by hydrometallurgy are divided into YHJ-1 and YHJ-2. YHJ-1 ultra-fine pre-alloyed powder is porous agglomerate, with an average particle diameter of 6~9nm, high specific surface area, high powder activity, and high sintering hardness that can be obtained at a lower sintering temperature. When the hot pressing sintering temperature is 750~900℃, the hardness can reach HRB95~108. The high active sintering properties also facilitate pressureless sintering, which can replace cobalt powder commonly used in diamond cutting tools. YHJ-2 ultra-fine pre-alloyed powder contains tombarthite, does not contain cobalt, nickel, the average particle diameter is 5~7nm, the powder particles are small, and the powder sintering activity is large, the sintering temperature is 750~880℃ can achieve high hardness of the matrix. The best properties are produced when the sintering temperature of YHJ-2 is 750~850℃: the density reaches 95%~98% of the theoretical value, and the hardness is 94~108HRB, which has the characteristics of wide adaptability and low cost.
The Main Parameters of YHJ Series Pre-alloyed Powder
| YHJ Series | Main Ingredient | Theoretical Density (g/cm³) |
Fisher Size (μm) |
Hydrogen Loss (%max) |
Sintering Temperature (℃) |
Hardness (HRB) |
|---|---|---|---|---|---|---|
| YHJ-1 | Co, Fe, Cu | 8.3~8.4 | 6~9 | 0.5~0.9 | 750~900 | 95~108 |
| YHJ-2 | Fe, Cu, W, Re | 8.1~8.3 | 5~7 | 0.6~1.0 | 750~850 | 94~108 |
AT&M Follow Series Pre-alloyed Powder
Advanced Technology & Materials Co., Ltd (AT&M) uses high-pressure water atomization and fast cooling technology to produce Follow series pre-alloyed matrix powder. The pre-alloyed powder has irregular shape, good pressing performance, uniform composition and low sintering temperature.
The Main Parameters of Follow Series Pre-alloyed Powder
| Follow Series | Main Ingredient | Packing Density (g/cm³) |
Grit | Annealing Temperature (℃) |
Melting Point (℃) |
|---|---|---|---|---|---|
| Follow100 | Cu Based | 3.9 | 200# | 420 | 940 |
| Follow200 | Cu Based | 3.2 | 200# | 450 | 891 |
| Follow300 | Fe Based | 3.0 | 200# | 570 | – |
Comprehensive Properties of Pre-alloyed Powder Produced in China
In response to the needs of China’s diamond tool market, Chinese pre-alloyed powder manufacturers use different methods to produce pre-alloyed powders for different purposes, such as hydrometallurgy, high-pressure water (gas) atomization, mechanical alloying, etc. In addition, Hunan Forlong Advanced Materials Co.,Ltd. successfully developed SB-1 type pre-alloy powder by electrolytic deposition method.
| Manufacturer Name | Website | Powder Model | Main Ingredient | Percentage of Oxygen(%) | Fisher Size (μm) |
Theoretical Density (g/cm³) |
Sintering Temperature (℃) |
Hardness (HRB) |
Application |
|---|---|---|---|---|---|---|---|---|---|
| Advanced Technology & Materials Co., Ltd (AT&M) | https://www.atmcn.com/ | Follow100 | Cu Based | 0.24 | 28.45 | 8.7 | 760~820 | 100~103 | 1.Core bit drilling 2.Medium hardness granite cutting 3.Concrete cutting & grinding |
| Follow200 | Fe Based, Co<10% | 0.24 | 17.45 | 8.72 | 680~730 | 97~98 | 1.Laser-weld saw blade for concrete wall 2.Marble cutting |
||
| Follow300 | Fe Based, Without Co | 0.38 | – | 8.03 | 700~750 | 106~108 | 1.Diamond sintered saw blade 2.Edge cutter 3.Grinding tools |
||
| Gripm Advanced Materials Co., Ltd. | https://www.gripm.com/ | YHJ-1 | Co, Fe, Cu | – | 6~9 | 8.3~8.4 | 750~900 | 95~108 | – |
| YHJ-2 | Fe, Cu, W, Re | – | 5~7 | 8.1~8.3 | – | – | – | ||
| Chengdu Zhonghao Supper-Abrasives Co.,Ltd. | – | RG2 | Fe, Cu, Co | – | – | 8.34 | 760~790 | ≥95 | 1.Diamond sintered saw blade 2.Welded saw blade |
| RG4 | Cu, Fe, Co | – | – | 8.41 | 760~790 | 106~109 | – | ||
| C1 | Cu, Co, W | – | – | 9.34 | 760~810 | 107~110 | 1.Saw blade for concrete cutting | ||
| GM | Cu, Fe, Co, WC | – | – | 8.74 | 780~800 | 108~109 | 1.Saw blade for asphalt cutting | ||
| G4 | – | – | – | 8.41 | 840~850 | ≥95 | 1.Cold pressed sintered saw blade for granite cutting | ||
| Keda Powder Metallurgy Co., Ltd. | https://www.keda-powder.com/ | AM | Fe, Ni, Cu, Sn | – | 2.5~4.2 | – | 720~760 | – | 1.Grinding wheel for ceramic tile and glass |
| AS | Fe, Co, Cu | – | 2.5~4.2 | – | 750~820 | 98~108 | 1.The diamond segments of multi-blades saw | ||
| ASL | Fe, Co, Cu | – | 2.0~2.5 | – | 780~830 | – | 1.Laser-weld saw blade | ||
| Henan Kasitong Technology Co.,Ltd. Henan Cut-Stone Science & Technology Co.,Ltd. |
https://www.cut-stone.com/ | CSB | Fe, Cu, Re | <0.2 | <100 | 8.08 | 850 | 75~96 | Base powder |
| FE | Fe, Cu, Sn, Zn | – | – | 8.2 | 820~850 | 80~90 | Base powder | ||
| Henan Huanghe Whirlwind Co., Ltd. | https://www.hhxf.com/ | HYF-01 | Fe, Cu, Ni, Zn | – | -200, -300 |
8.1 | 800~830 | – | 1.Medium hardness granite cutting |
| HYF-02 | Fe, Cu, Ni, Sn | – | -200, -300 |
7.92 | 800~830 | – | 1.Saw blade for concrete cutting | ||
| HYF-03 | Fe, Cu, Ni, Sn | – | -200, -300 |
7.7 | 800~850 | – | 1.Saw blade for marble & granite | ||
| HYF-04 | Fe, Cu, Ni, Sn | – | -200, -300 |
8.00 | 800~850 | – | 1.Saw blade with middle quality | ||
| Hunan Forlong Advanced Materials Co.,Ltd. | https://www.china-fam.com/ | SB-1 | Fe, Ni, Co | – | -200 | – | 700~760 | 106~110 | 1.Medium hardness granite & concrete cutting |
| SB-2 | Fe, Cu, Ni, Co, Sn | – | -200 | – | – | – | – |
Performance Evaluation of Pre-alloyed Powder
In order to bring the pre-alloyed powder to the market and enable users to better understand, master and use the product, it is necessary to provide users with detailed performance data. The industry has formed methods and related technical standards for the performance testing of pre-alloyed powders. China has also issued a series of national standards for control, the GuoBiao Series(GB Series).
| Test Item | Test Method | Instruments & Equipment | Implementation Standards |
|---|---|---|---|
| Bulk Density | Funnel Method | Bulk Density Tester (Hall Flowmeter) | GB/T1479-1984 |
| Scott Volumetric Method | Scott Capacity Meter | GB/T5060-1985 | |
| Particle Size | Sieving Method | Testing Sieve & Vibration Screening Machine | GB/T1480 |
| Fisher’s Method | Fisher Particle Sizer | GB/T-11107-1989G | |
| Laser Diffraction | MICRO-PLUS Laser Diffraction Particle Size Analyzer | B/T-3249 GB/T-19077.1 | |
| Percentage of Oxygen | Nitrogen, Oxygen and Hydrogen Determination Method | American LECO Company TC-436 Hydrogen and Oxygen Analyzer | – |
| Specific Surface Area | Gas Adsorption | Quanta Monosorb Direct-reading Specific Surface Area Analyzer | GB/T13390 |
| Hardness | Rockwell, Vickers, Brinell Hardness Test | Beijing Times TH301 Digital Rockwell Hardness Tester | GB230-1991GB231-2002 |
| Density | liquid Medium Assay | 1/10,000 Precision Balance | GB/T5163 |
| Flexural Strength | Three-point Test | MTS Universal Material Testing Machine | – |
| Elongation At Break | Tensile Test Method | MTS Universal Material Testing Machine | GB/T7963GB/T7964 |
| Notched Impact Strength | Impact Test Method | Pendulum Impact Testing Machine | GB/T299-1994 |
Performance Evaluation Case of Pre-alloyed Powder
Taking the SB-1 FeNiCo pre-alloy powder trial-produced by Hunan Forlong Advanced Materials Co.,Ltd. by the electrolytic deposition method as an example, this method adjusts the proportion of raw materials and the electrolyte formula according to the requirements of the pre-alloy composition to be prepared, and determines the appropriate according to the process parameters, the sponge-like alloy deposit is prepared, and then the pre-alloy powder is obtained by purification, drying, reduction and grinding. The pre-alloyed powder has high purity, no impurities, uniform composition, good pressing performance, low sintering temperature, high hardness, excellent holding force for diamond, and sharp cutting tools.
First, the components of the SB-1 type pre-alloyed powder were analyzed by X-ray fluorescence spectrometry, and the results are shown in the table below. Then add Cu/Sn powder to the pre-alloyed powder to make a Φ350mm saw blade, and the cutter head adopts 35/40, 45/50, 70/80 diamond with a strength of 15kg. The diamond concentration of the diamond segment is 25%, and size of segment is 40mm3.0mm10mm. Sintered by hot pressing sintering machine, the sintering temperature is 730℃, and the hardness is HRB106~110.
- Result of X-ray Fluorescence Spectroscopic Analysis of SB-1 Type Pre-alloyed Powder
| Element | O | Mg | Al | Si | S | Cl | Fe | Co | Ni | Zn | Mo |
|---|---|---|---|---|---|---|---|---|---|---|---|
| wt% | 1.099 | 0.011 | 0.292 | 0.024 | 0.014 | 0.232 | 79.516 | 1.910 | 16.853 | 0.038 | 0.004 |
Then the saw blade made of SB-1 pre-alloyed powder was tested by wet cutting. The power of the cutting machine was 11KW, the cutting object was granite, the thickness of the granite plate was 21mm and the length was 1350mm. A total of 40 cuts were made, and the total length was 54m. The total wear of the saw blade is 0.1mm, the average cutting rate is 5.4m/min, and the estimated life is 1008min. After the cutting test, the segment of the saw blade observed that the diamond had a high protrusion and the tadpole tail of the diamond particle was slender, indicating that the matrix had a good grip on the diamond. The SEM observation and analysis of the fracture of the cutter head after sintering showed that the pre-alloyed powder in the cutter head of the carcass was evenly distributed.
To sum up, the SB-1 type pre-alloyed powder has uniform composition, good formability, low sintering temperature, high hardness, good diamond holding force, sharp saw cutting, less wear, and long life, and it has good performance in practical applications. It has high sawing efficiency and long service life, and it recycles recycled metal, which is cost-effective and has the advantage of low cost.
Development and Prospect of Pre-alloyed Powders for Diamond Tools
Using the low melting point and composition uniformity of pre-alloyed powder to adjust and control the matrix properties of diamond tools has great application prospects. Further improving the hardness, ductility, impact strength and sintering properties of pre-alloyed powders is one of the hotspots in the research of pre-alloyed powders. The ultrafine particle size of the pre-alloyed powder is an effective way to further improve the performance of pre-alloyed powder and diamond tools. The pre-alloyed powder will also develop towards standardization, diversification of pre-alloying elements, lower cobalt content and the ability to be mixed with various additives. This is because the processing objects of diamond tools are becoming more and more complex, and the special performance requirements of the tools are getting higher and higher. The diversification of pre-alloying elements and the ability to mix them with various additives is an effective way to solve the above problems.
In addition, the pre-alloyed powder developed by the electrolytic deposition method reduces the production cost due to its recycling of recycled metal, and has uniform composition, good formability, low sintering temperature, high hardness, good diamond holding ability, and the produced tool is sharp, less wear and longer life, so it has better development prospects.